细小纱疵的成因分析及控制措施
据中国纺织机械协会统计,2016年前三季度横机出机台数在90000台左右。另据海关统计,同期我国横机行业出口金额为1.52亿美元,同比...
随着莫代尔、天丝等新型纤维素纤维在高端服装面料上的广泛应用,客户对这类纤维所生产此线的质量指标要求很高,即使是一些细小纱疵往往也不能容忍,所以纺纱企业要认真分析细小纱疵产生的原因,强化技术和管理措施,切实障低细小纱疵。
一、纱疵的基本定义和分类1.1常发性纱疵
常发性纱疵是指用乌斯特条干仪测试的细节、粗节和棉结。棉结的参考长度为1毫米,最长不超过4毫米,灵敏度一般设为+140%、+200%、+280%;粗节的检测长虚约为平均纤维长度,灵敏度一般设为+35%、+50%;细节的长度约为平均纤维长度,灵敏度一般设为-30%、-40%、-50%。1.2偶发性纱疵
偶发性纱疵用纱疵分级仪进行检测,偶发性纱疵主要分为棉结(N)、短粗节(S)、长粗节(L)和细节(T)四种,以及支偏(C、CC)等,通常以每10万米纱上的出现个数表示,棉结(N)是指1厘米以下的短租节;短租节(5)是指1-8厘米的粗节;长粗节(L)是指8厘米以上的粗节;T是指细节。常发性纱疵与偶发性纱疵出现的几率不同、数量不同,对后道的影响也不同,产生的原因也大不相同。
常发性炒疵与偶发性纱疵在纱痴分级图上的分布区域见图1、图2。
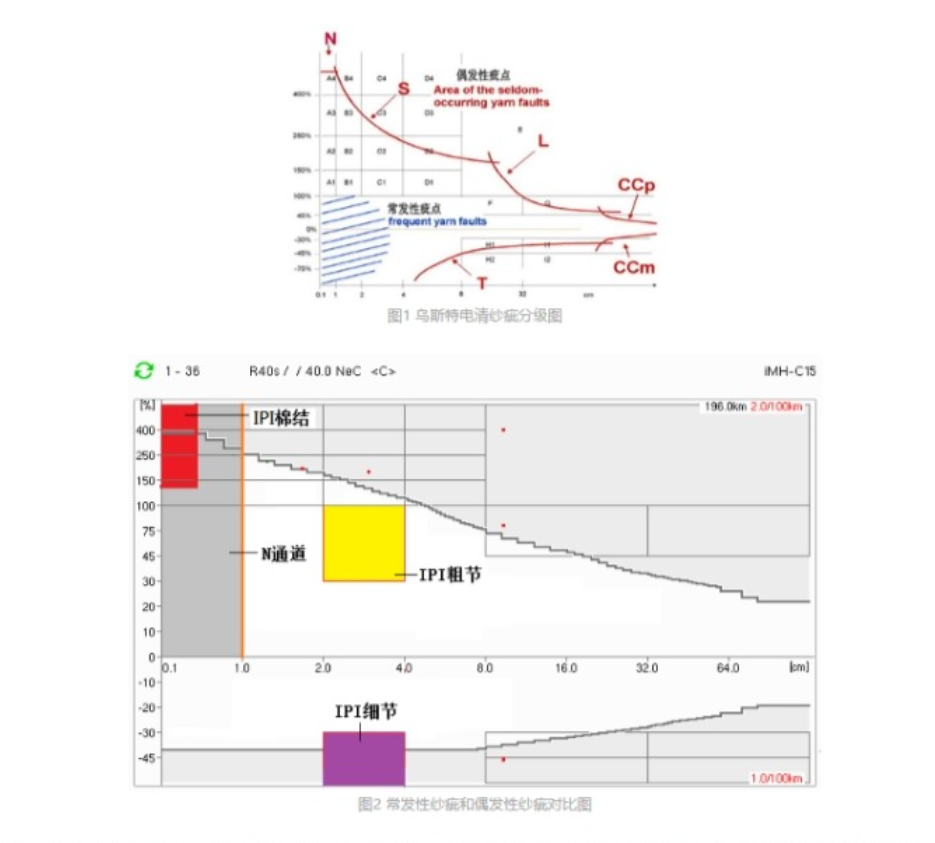
从图1、图2中可以清楚地看出,常发性纱疵出现频次较高,纱疵长度和截面积相对较小,相对于偶发性纱疵,对布面质量影响较小,但如果常发性纱疵数量偏多时,也会对织物的布面风格产生严重的影响,而偶发性纱疵虽然出现的几率相对较少,但对积物的危害性较大,这类纱疵通常是由于生产管理不善、操作不良、工艺设计不合理所致。1.3细小纱疵
笔者将常发性纱疵及A1、A2、B1、B2这一类的偶发性妙疵统称为细小纱疵,细小纱疵的特点是长度和截面积都相对较小,但发生的几率相对较高,控制难度较大,但对高档织物的布置质量具有十分严重的影响。
二、梳理质量对细小纱疵影响的试验
我们选择了棉网质量有明显差异的12号和15号梳棉机,用同一盘清花生产的粘胶卷,分别在12号和15号梳棉机上纺出生条,然后分别在同一台并、粗、细机台上生产R14.8KSJ品种,分别纺出累计15万米管纱,测试出生条、管纱和筒纱的质量指标
总结如下:15号梳棉机的棉网清晰度好于12号梳棉机;15号梳棉机的生条所纺出的管纱质量指标明显好于12号梳棉机,特别是粗节和棉结;简纱的细小纱疵差异也很明显。
三、细小纱疵产生的原因分析
细小纱疵实质上是反映了纱线截面内纤维根数分布及其结构的均匀度情况。在纱线不同片段上的纤维存在着特性、根数和伸直平行状态的整异,使纱线沿轴向上呈现出粗细不匀的状态,就出现了细小纱疵,从这个意义上说,细小纱疵的存在是必然的,通过技术措施可以减少,但不能完全避免和杜绝。影响细小妙航的因素较多,涉及到纺纱工程的各个方面,主要有原材料、工艺参数、机械状态、操作管理、温湿度等几个方面。要控制成纱的细小纱疵,就要合理设计开松、梳理、除杂、降结工艺,保证纤维具有较高的分离度、伸直度、平行度、降低生条中棉结杂质粒数。
3.1开松、梳理工艺效果对细小纱疵的影响
在并粗细的牵伸过程中,纤维充分分离、保持伸直、平行状态是保证其正常运行变速的重要条件,要想保证成纱产生较少的细小纱疵,在并条之前的开松、梳理工艺上要保证纤维具有较高的分离度、伸直度、平行度。
3.2纤维分离度对细小纱疵的影响
纤维分离度差,有较多的纤维束,相当于增大了纤维粗细均匀性和长度的离散度,因为未分离开的纤维在牵伸过程中一般会作为一个整体进行变速,一方面破坏了牵伸区纤维的正常运动规律,另一方面也破坏了纱线截面内纤维的根数分布的均匀性和纱线短片段内纤维结构分布的均匀性。因而会造成组小纱疵增高。
3.3纤维伸直、平行度对细小纱疵的影响
纤维伸直、平行度差使纤维在纱条轴向的投影长度变短,相当于纤维长度缩短,同时由于纤维伸直、平行度差,纤维在牵伸过程中不但会有沿纱条轴向的运动,还会在纱条经向上产生不规则的运动,从而不但破坏了牵伸区纤维的正常运动规律,还容易与其它纤维纠缠而形成棉结,进一步破坏了纱线截面内纤维根数分布的均匀性和纱线短片段内纤维结构分布的均匀性,因而会造成细小纱疵增高。在纤维的开松、梳理工艺上,要求尽可能地提高纤维的分离度和伸直平行度。
3.4原料混合效果对细小纱疵的影响
即使是化学纤堆纯防,原料中每根纤维在长度、细度、表面性能等指标上也不会完全相同,天然纤维差异更大,何况我们一般不会采用单唛生产,原料多唛混合、多类别混合纺纱,必然会造成纤维性能间的较大差异,这种差异在纤维的梳理、牵伸过程中会有不同的特性反映。如果不同性能的纤维混合不匀,在后续的草伸过程中牵伸力就会产生一定的波动,纤维的运行不稳定,纱条中纤维的分布不均匀,结构不一致,在仪器检测中会表现出细小纱疵增多,在纱布、染色中也会出现色泽不一致等问题。这种情况在不同品种的原料混纺中表现更为突出。纺纱的实质是保证纤维沿轴向有序地排列集合。要完成这一任务,梳理是基础。开清棉的主要任务是将棉块变成棉束,并除去大杂,梳棉的主要任务是招棉束梳理分解成单纤维并初步完成纤维取向度的工作,同时排除棉结杂质及部分短绒。梳棉三度中,分离度是前提,伸直度、平行度要兼顾:梳理质量与成纱质量具有正相关性,棉结、毛羽、强力、条干、纱疵、断头等指标都与梳理质量密切相关,生条中纤维的“三度”及短绒含量直接影响成纱质量。
表1中的试验数据说明,梳棉机状态的差异会对成纱质量差异产生很大的影响,梳棉机机械状态、针布包卷质量、针布规格及磨损程度、工艺上机的准确度,都是影响成纱质量的非常关键的因素。
四、降低细小纱疵的基本思路和具体措施
4.1基本思路
(1)严格人、机、料、法、环五大基础管理工作,落实每个管理人员及员工的质量责任,提升设备和运转人员的技能水平,发扬工匠精神,在工作上做到一丝不苟、精益求精;管理人员要提升自身的技术和管理素质,学会系统分析方法,提高解决质量问题的能力,养成良好的工作习惯。
(2)提高对开松、混合、梳理作用重要性的认识,提升生条中纤维的分离度、伸直度和平行度,为后工序奠定良好的基础。提高设备机械状态,严格执行设备维修的三级检查管理制度,提高工艺上机合格率,保持纺纱通道的光洁度;严格执行器材更换、维护周期,保持器材上车的一致性。梳棉的设备状态是质量稳定的基础,工艺优化是质量提高的手段,器材配置是改善质量的途径。现在我们对所有梳棉机A类雄修后的第2天、第7天和第20天分别做单机台管纱试纺试验,执行效果良好。目前正在根据测试结果不断优化试验时间和频次。
(3)建立班组、车间和公司生技处三结合的梳棉棉网质量检查机制,统一目测查看标准,发现问题及时整改。
4.2控制措施
梳棉应遵循“梳理转移适度、结杂短绒兼顾;机械基础良好、针布包卷规范,适宜配置针布、针布三度优良;气流参数保证、纤维流转顺利”的工艺原则,
(1)优化速度和隔距配置,锡刺比根据不同的纤维性能,通过试验优化选取,保证在2.4-2.6之间;各处梳理隔距不宜过大过小。
(2)合理选用针布,选用“矮、浅、小、尖、薄、密”的新型针布。齿高矫,有利于抗轧伤; 齿深浅, 对纤维托持好不易沉降到齿底, 有利于转移和分梳; 前角小, 握持与梳理能力强; 齿顶尖,齿顶面积小,有利于穿刺,锋利度提高;针齿基础厚度薄,可以加大横向密度,提高梳理度;针齿密度大,有利于提高梳理度。
(3)保持良好的针布状态针布锋利才能保证梳理效果;针布平整才能保证隔距准确一致,气流正常;针布光洁才能保证纤维不挂不缠、梳理顺畅。在使用过程中要防止针布损伤。
(4)采用新型可调式固定盖板,保证固定盖板与锡林之间隔距的准确性。
(5)保持机械状态的良好和工艺上车的准确性。锡林辊简的裸磨:径向跳动≤0.02毫米,直线度≤0.02毫米。表面光滑均匀,不容许有低凹不平处。按规定要求进行斜磨,锡林动平衡:振幅≤0.05毫米。
盖板铁骨如有磨损必须更换或修复,盖板单根高低差异≤0.04毫米,根间最大差异≤0.06毫米。包卷质量要达到要求,针布包卷后处理高针,保证平整度符合要求。
按工艺隔距上车,所有工艺隔距都要达到公差范围。保证工艺上车的一致性、准确性、合理性。定期做好设备的保全保养工作,保持气流运行顺畅。
(6)保持车间温湿度的稳定性,针对特殊纤维品种,有针对性地加以调控。
(7)提高员工的操作技术水平,特别设备维修人员的操作技能。
(8)规范各工序的清整洁工作,落实好清洁的“五定”。
(9)强化提高一线操作工对各岗应点的识别和把关,同时掌握和识别设备缺陷或故障,发现问题及时反馈,
五、结语
在原料性能确定的情况下,要根据纤维的性能特点来优化纺纱工艺、确定温湿度控制要求,强化生产过程中的细化管理,重点加强对清花、梳棉和精梳工序的控制,从而减少成纱中的细小纱疵。
